
Филаи абрешимӣ бо ранги градиенти зуд тағйирёбанда ранги рангинкамон бо чопгари 3D PLA
Хусусиятҳои маҳсулот
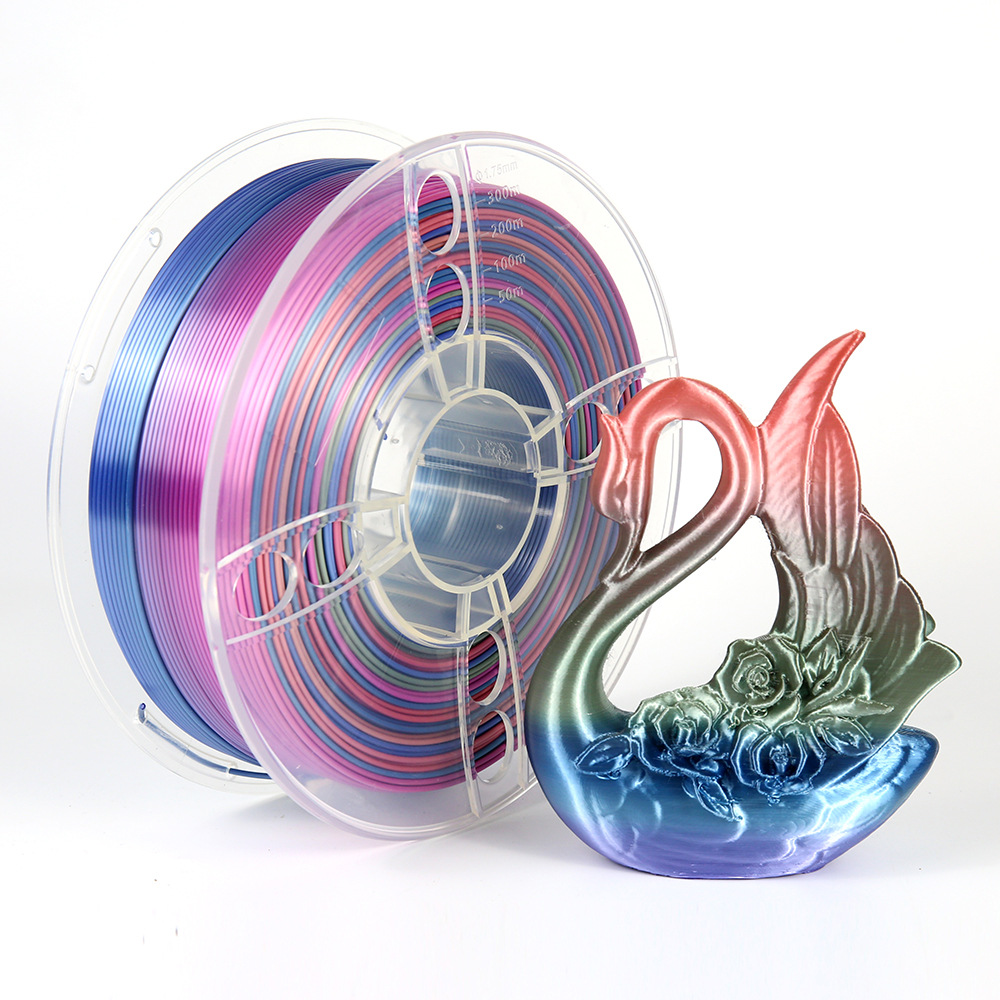
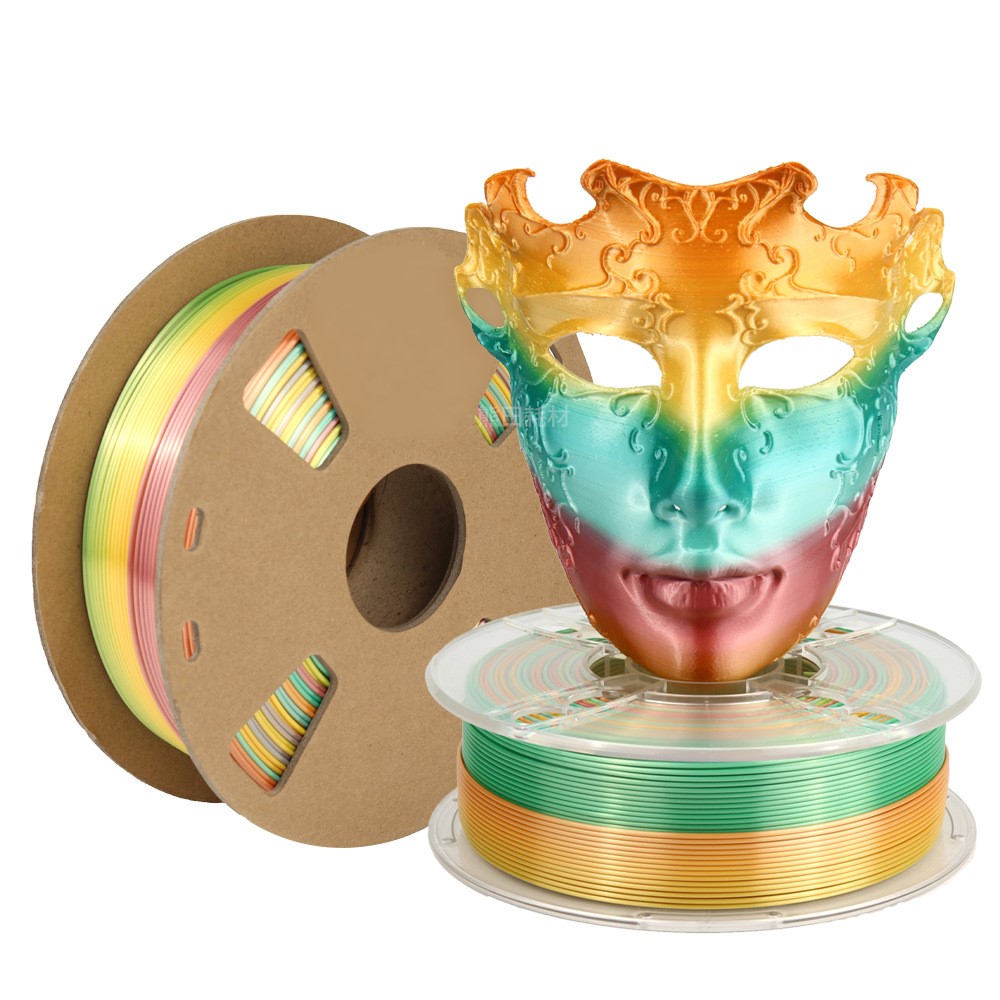
Хусусияти беназири риштаи абрешими рангоранги PLA-и Торвелл таъсири рангоранги он аст. Мавод аз омехтаи PLA ва дигар моддаҳо иборат аст, ки таъсири градиентии рангҳои гуногунро дар ашёи чопшуда ба вуҷуд меорад ва онро барои сохтани ашёи бадеӣ ва ороишӣ беҳтарин мегардонад. Илова бар ин, риштаи абрешими рангоранги PLA-и Торвелл хосиятҳои аълои механикӣ ва сатҳи дурахшон дорад, ки сифати баланд ва истифодаи дарозмуддати ашёи чопшударо таъмин мекунад.
| Бренд | TОрвелл |
| Мавод | композитҳои полимерӣ Pearlescent PLA (NatureWorks 4032D)) |
| Диаметр | 1.75мм/2.85мм/3.0мм |
| Вазни холис | 1 кг/ғалтак; 250г/ғалтак; 500г/ғалтак; 3кг/ғалтак; 5кг/ғалтак; 10кг/ғалтак |
| Вазни умумӣ | 1.2 кг/ғалтак |
| Таҳаммулпазирӣ | ± 0.03 мм |
| Дарозӣ | 1.75мм (1кг) = 325м |
| Муҳити нигоҳдорӣ | Хушк ва вентилятсияшуда |
| Танзимоти хушккунӣ | 55˚C барои 6 соат |
| Маводҳои ёрирасон | Бо Torwell HIPS, Torwell PVA истифода баред |
| Тасдиқи сертификатсия | CE, MSDS, Reach, FDA, TUV ва SGS |
| Мутобиқ бо | Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, Bambu Lab X1, AnkerMaker ва ҳама гуна дигар чопгарҳои 3D FDM |
Намоиши моделҳо




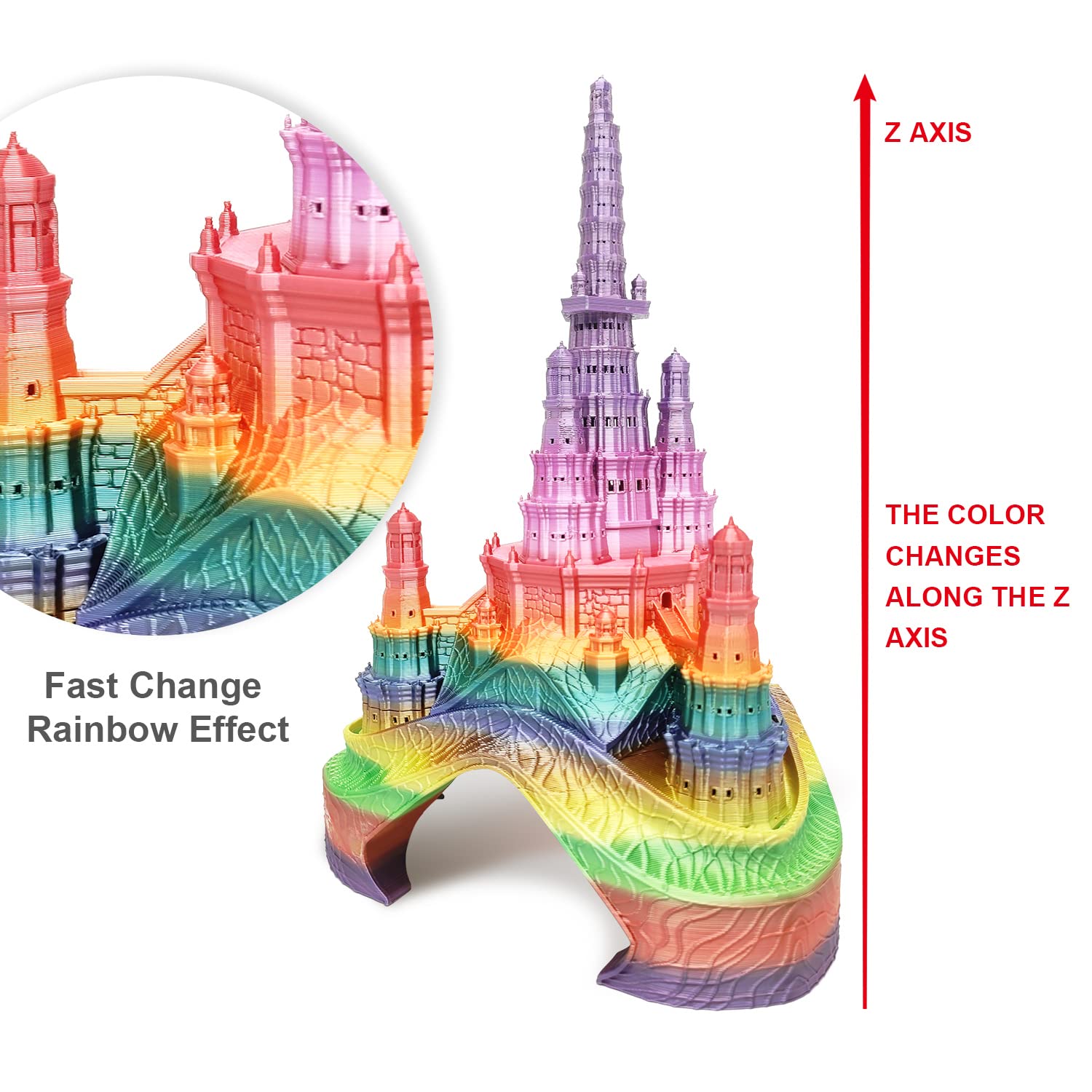
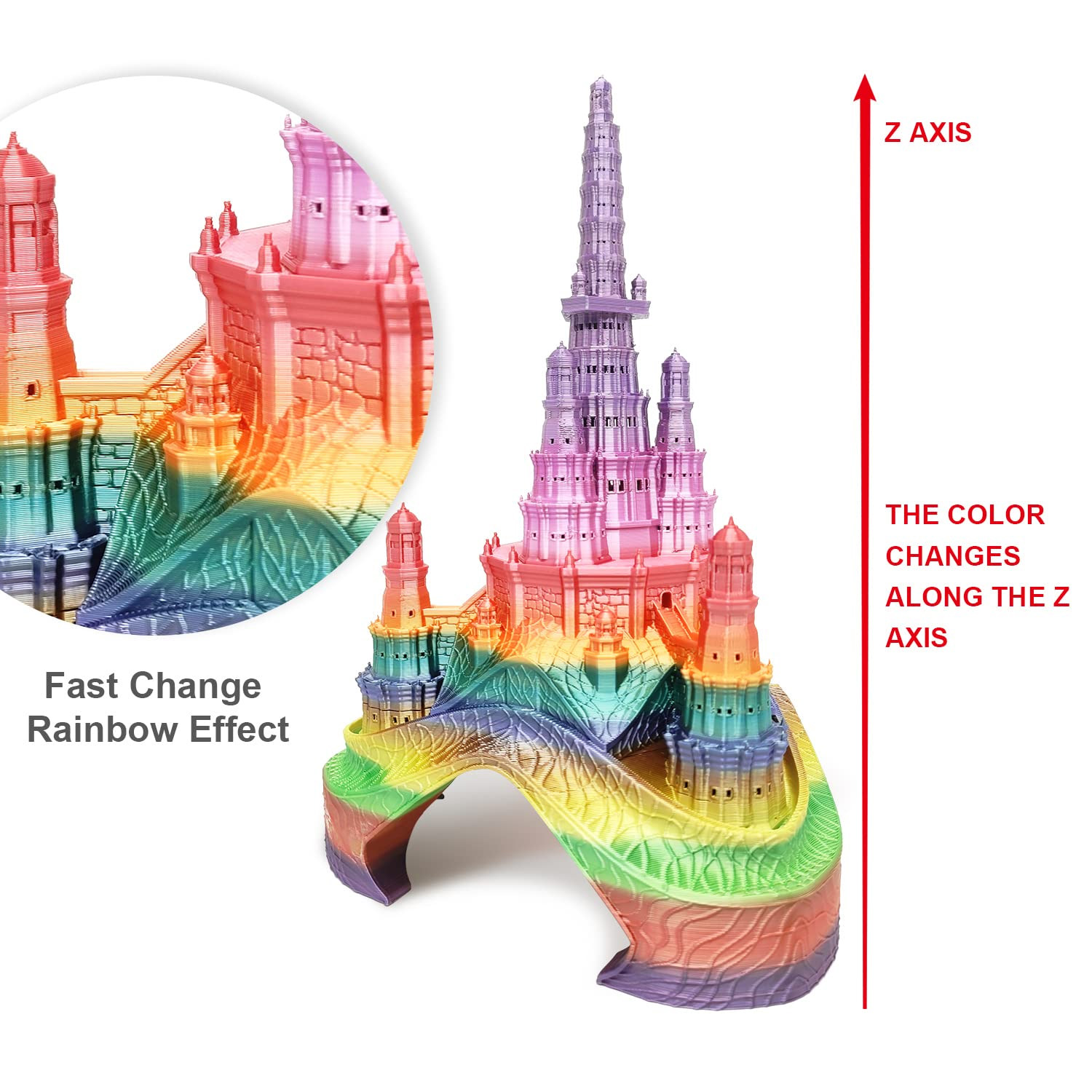
Рангинкамони беназири абрешими металлӣ бо рангҳои гуногун:
Ин ранги градиентӣ аст, тақрибан дар ҳар 3-5 метр ранг иваз мешавад, аз як ранг ба ранги дигар тасодуфӣ иваз кардан мумкин аст; Чопи ашёи рангҳои гуногунранг дар як нахи ғалтак, ки навоварӣ ва тарҳи шуморо дар ҷаҳони чопи 3D хеле хуб дастгирӣ мекунад, аҷиб аст!
Сертификатсияҳо:
ROHS; REACH; SGS; MSDS; TUV


| Зичӣ | 1.21 г/см33 |
| Индекси ҷараёни обшавӣ (г/10 дақиқа) | 4.7(190℃/2.16кг) |
| Ҳарорати таҳрифи гармӣ | 52℃, 0.45MPa |
| Устувории кашишӣ | 72 МПа |
| Дарозшавӣ ҳангоми танаффус | 14.5% |
| Қувваи хамшавӣ | 65 МПа |
| Модули хамшавӣ | 1520 МПа |
| Қувваи таъсири IZOD | 5.8 кҶ/㎡ |
| Устуворӣ | 4/10 |
| Қобилияти чопкунӣ | 9/10 |
1. Барои ба даст овардани беҳтарин таъсири чоп бо риштаи абрешими рангоранги PLA, истифодаи диаметри сопло бо андозаи 0,4 мм ё хурдтар тавсия дода мешавад. Диаметрҳои соплоҳои хурдтар метавонанд ба тафсилот ва сифати беҳтари сатҳ ноил шаванд. Ҳарорати тавсияшудаи чоп аз 200-220°C ва ҳарорати кат аз 45-65°C мебошад. Суръати оптималии чоп тақрибан 50-60 мм/с ва баландии қабат бояд аз 0,1-0,2 мм бошад.
2. Пас аз ҳар истифода нӯги риштаро маҳкам кунед, масалан, нӯги озоди риштаро ба сӯрох гузоред, то ки ришта ҳангоми истифодаи оянда печида намонад.
3. Барои дароз кардани мӯҳлати истифодаи риштаи худ, лутфан онро дар халта ё қуттии хушк ва мӯҳршуда нигоҳ доред.
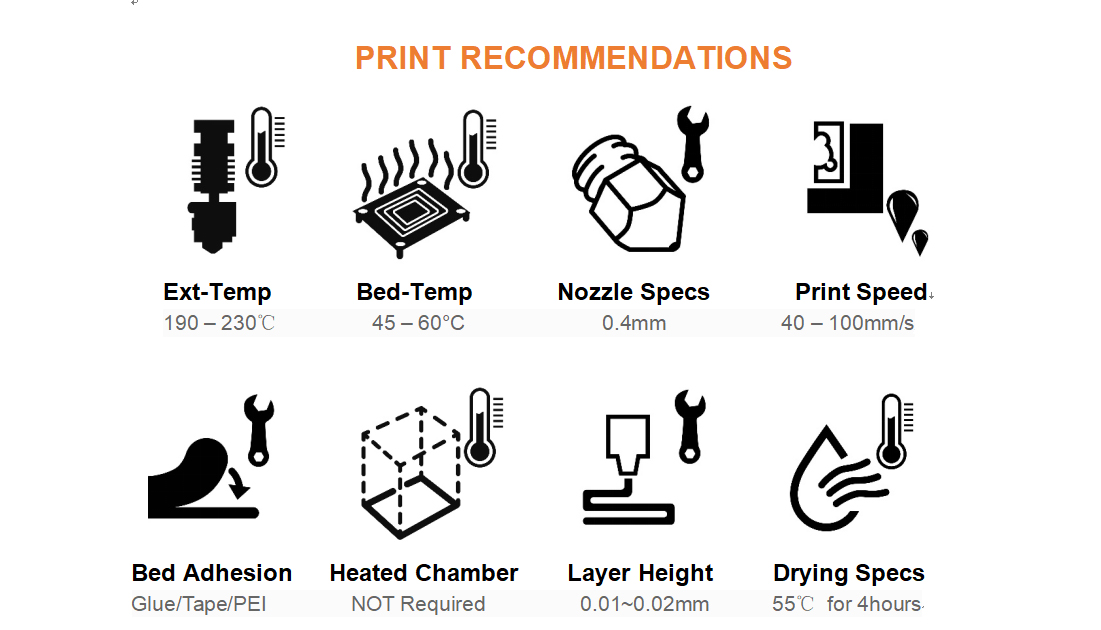
| Ҳарорати экструдер (℃) | 190 – 230℃Тавсияшуда 215℃ |
| Ҳарорати кат (℃) | 45 – 65°C |
| Noандозаи zzle | 0.4 мм |
| Суръати вентилятор | Дар 100% |
| Суръати чоп | 40 – 100мм/с |
| Кати гармшуда | Ихтиёрӣ |
| Сатҳҳои тавсияшудаи сохтмонӣ | Шиша бо ширеш, коғази ниқобкунанда, лентаи кабуд, BuilTak, PEI |
Маслиҳатҳои чоп:
1) Барои ба даст овардани беҳтарин таъсири чоп бо риштаи абрешими рангоранги PLA, истифодаи диаметри сопло бо андозаи 0,4 мм ё хурдтар тавсия дода мешавад. Диаметрҳои соплоҳои хурдтар метавонанд ба тафсилот ва сифати беҳтари сатҳ ноил шаванд. Ҳарорати тавсияшудаи чоп байни 200-220°C ва ҳарорати кат байни 45-65°C мебошад. Суръати оптималии чоп тақрибан 50-60 мм/с ва баландии қабат бояд байни 0,1-0,2 мм бошад.
2) Пас аз ҳар истифода нӯги риштаро маҳкам кунед, масалан, нӯги озоди риштаро ба сӯрох гузоред, то ки ришта ҳангоми истифодаи оянда печида намонад.
3) Барои дароз кардани мӯҳлати истифодаи риштаи худ, лутфан онро дар халта ё қуттии хушк ва мӯҳршуда нигоҳ доред.